Background <br>The sensitivity of today's mass spectrometers has been able to achieve detection across five orders of magnitude, and the lower limit of quantitation on the column can be as low as the Aker level. To increase the sensitivity of high-performance mass spectrometers, sample cross-contamination on LC systems is also required to be minimized to optimize analytical performance.
Specifications for validating bioanalytical methods across multiple orders of magnitude typically require that the sample concentration of the highest concentration calibrator be no more than 20% of the lowest concentration calibrator. 1 Therefore, in order to make the calibration range span four orders of magnitude, the sample residual amount must be as low as 0.002% or less.
If the calibration range is above four orders of magnitude, cross-contamination must be reduced to a lower level. In general, system contamination becomes critical as the requirements for cross-contamination of on-column injection volumes continue to be severe. LC systems and methods must be able to repeatedly remove analytes from the injector, tubing, and column so that there is no cross-contamination for each injection.
When the line of omeprazole into the analysis, ACQUITY UPLC® I-Class system on Xevo® TQ-S can reduce the amount of product remaining sample to 0.0005% or less, and the linear range of quantification span up to four More than the order of magnitude .
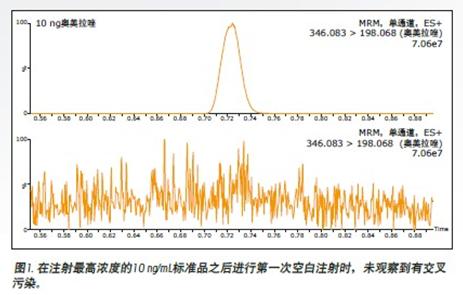
The Xevo TQ-S is a high sensitivity mass spectrometer for LC/MS/MS analysis. It requires a UPLC® inlet that addresses cross-contamination issues to match the instrument's broad linear dynamic range. The ACQUITY UPLC I-Class System is available with two sample managers: fixed loop (SM-FL) or flow-through (SM-FTN) injectors, both of which are designed to achieve good cross-contamination resistance . In the analysis of omeprazole, the SM-FTN design was used. This type of injector rinses the inside of the needle with a moving phase (gradient) during the analysis. At the inlet, the FTN uses a single solvent to clean the outside of the needle and is designed to prevent the cleaning solution from coming into contact with the sample or mobile phase. Cleaning the needle and gasket simultaneously on the sealing surface reduces the chance of contamination. The cleaning procedure has been programmed into this method and can be set to clean before and after injection. The composition of the cleaning solvent depends on the sample and it must be able to dissolve the analyte easily. For omeprazole having a pKa of 8.8, a syringe containing ammonium hydroxide can be used to clean the syringe. In addition, when ammonium hydroxide is used in the mobile phase, the cross-contamination of the system will be lower. Under alkaline conditions, the ionization efficiency of omeprazole can be further improved. To assess cross-contamination, the column was injected with the highest concentration (10 ng/mL or 10 pg) of standard. As shown in Figure 1, no cross-contamination was observed when the blank injection was first performed after the injection of the highest concentration standard.
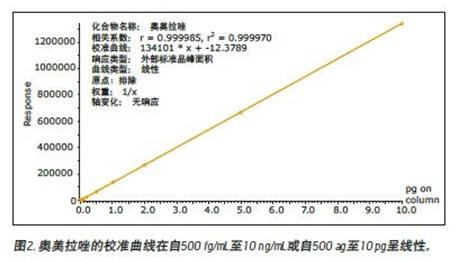
Based on the calibration curve, the sample residue is determined to be less than 0.0005%, which is below the detection limit of the mass spectrometer. As shown in Figure 2, a linear correlation coefficient of 0.99997 is obtained using a 1/x weighting factor in the range of 500 ag to 10 pg, which is sufficient to confirm that it can be used on the ACQUITY UPLC I-Class system used with the Xevo TQ-S. Linear calibration of omeprazole.
summary
The ACQUITY UPLC I-Class System is ideal for cross-contamination requirements for high sensitivity LC/MS/MS methods that require quantification across more than four orders of magnitude. When the omeprazole was analyzed, no sample residue was detected on the Xevo TQ-S, and it was found that the sample residual amount was reduced to 0.0005% or less. Calibration can be performed between 500 fg/mL and 10 ng/mL or between 500 ag and 10 pg due to the small sample residue.
references
/ucm070107.pdf
Electronics industry Solvent Recovery Machine
Solvent Recovery Machine industry wide application, uses a wide range of production and processing industry basically will be used, kinds of solvent solvent recovery machine Recyclable are many, Calstar® is a solvent recovery machine equipment, it can help many enterprises to save most of the money, reduce the purchase cost of solvent, solvent recovery machine was born to the society has an important significance to the environment, reduce the waste of resources, and solve the environmental pressure.
At present, to promote energy saving and emission reduction, the development of low-carbon economy has become the main theme of the development of the world economy, especially for China which is a relative shortage of resources per capita, serious ecological damage power development, in the huge pressure of energy and environment, promote energy-saving emission reduction, it is imperative to develop low carbon economy. In the Copenhagen world climate conference held in December 2009, the Chinese government commitment to the 2020 unit of GDP carbon emissions than in 2005 decreased by 40% ~ 45%. In the future, all walks of life will move towards low energy consumption, low pollution and low emission direction, the development of flexible packaging industry can not be contrarian. Soft packaging industry as one of the more serious energy consumption and pollution, in the face of increasingly prominent energy and environmental problems, should assume more social responsibility, to contribute to energy saving and emission reduction.
In China to use a large number of organic solvents, emissions of a large number of high concentration of organic waste gas is an important cause of environmental pollution caused by the soft packaging industry. At the same time, the evaporation of organic solvent in the process of use also caused the problem of indoor pollution and safety. With the increase of people's awareness of environmental protection and national environmental protection, organic emission problem of the soft packaging industry has aroused social attention, soft packaging enterprises also obviously feel the increasing pressure of environmental protection, high discharge mode used by now has been difficult to project eia. Moreover, the future of national legislation in the field of environmental protection will be more stringent, flexible packaging enterprises must be a pressing matter of the moment to take effective measures to reduce emissions and energy consumption of organic waste gas, in accordance with the national energy-saving emission reduction targets.Industry Application Recovery Machine,Solvent recovery machine application industry,Solvent recovery machine use,Solvent recovery machine
Industry Application Recovery Machine,Solvent Recovery Machine,Solvent Recycling Machine In Denver,Thinner Solvent Recycling Machine
SHENZHEN KUANBAO ENVIRONMENTAL EQUIPMENT CO., LTD , https://www.calstarkb.com